Welding processes are widely used in the food industry. For this reason, it is essential to understand the principles of sanitary design as applied to welding, ensuring that piping and equipment maintain the integrity required to prevent contamination and safeguard the quality of the final product.
What Are Sanitary Welds?
By definition, sanitary welding is a welding process applied to surfaces that come into direct contact with food. These welds must be designed to prevent the accumulation of soil and to allow effective and easy cleaning in place.
According to EHEDG (European Hygienic Engineering & Design Group) Guideline 35, a sanitary weld must exhibit the following properties (1):
- Full penetration
- No cracks or porosity
- No misalignment
- No internal discoloration
- No concavity
- No convexity
- No lack of fusion
- No slag inclusions
- No increase in surface roughness
- No associated metallurgical changes
- No excess material
- No arc strikes
- No undercutting
- No burns or excessive oxidation
Meeting these requirements requires a significant technical and financial investment. For this reason, acceptable characteristics and limits for weld discontinuities are defined to ensure hygienic compliance, supported by the adoption of best practices throughout the welding process.
Best Practices for Execution and Inspection
The most suitable welding method for sanitary applications in the food industry is Gas Tungsten Arc Welding (TIG/GTAW), with or without filler material. This technique provides superior performance for welding thin‑wall stainless steel tubing, ensuring high-quality and hygienic results.
There are three TIG welding execution methods:
- Manual welding
- Mechanized (semi-automatic) welding
- Orbital welding
Among these, orbital welding is the most recommended. As a fully automated process, it enables greater control over welding parameters, improved consistency and repeatability, and higher weld quality. In addition, weld quality is not dependent on the individual welder’s skill, which is critical for sanitary applications.
Another essential factor is the use of purge gas during welding. The purge gas protects the heated internal surface from discoloration and helps maintain the corrosion resistance of stainless steel.
As a best practice—and in accordance with standards from the Brazilian Welding Technology Foundation (FBTS)—it is recommended to develop standardized documentation and perform evaluations after welding execution. These documents include (2):
- Qualified Welding Procedure
- Welding Procedure Specification (WPS)
- Welding Execution and Inspection Instruction
- Qualified welders / welding operators
- Welder performance control
- Welding monitoring
Finally, visual inspection is of critical importance to ensure that welds meet required standards and are free from unacceptable discontinuities. 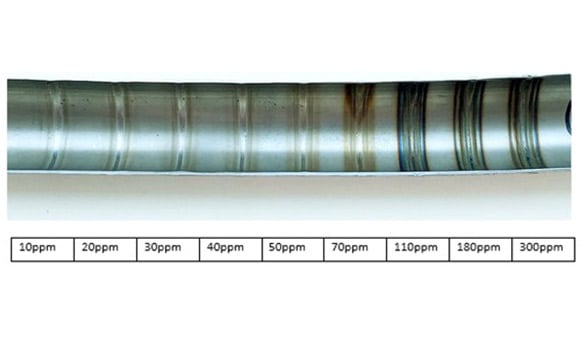
Figure 1. Weld root discoloration – Welds acceptable up to 50 ppm of oxygen (EHEDG Guideline 35)
Impact on Quality
Discontinuities are not necessarily weld defects, but rather characteristics that compromise weld integrity. Any interruption in the structure of a welded joint is considered a discontinuity.
Depending on the type of discontinuity present, a weld may be classified as a dead leg—a location that does not meet proper sanitary design requirements and allows the accumulation of soil. As a result, it can promote microbial growth and the formation of biofilms, which are macro‑colonies that spread easily and can contaminate the entire system. In summary, welds without sanitary finishing represent dead legs.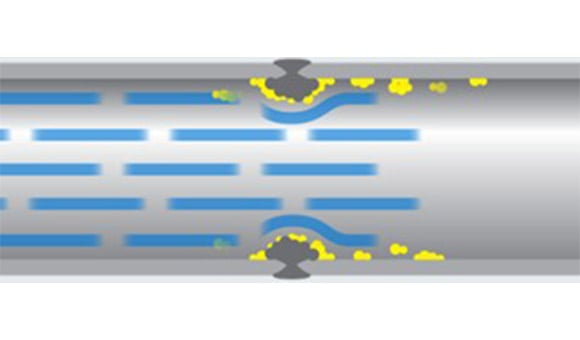
Figure 2. Illustration representing a dead leg caused by non‑sanitary welding (3)
Some issues that affect hygienic safety include misalignment, cracks, porosity, slag inclusions, excessive penetration, lack of fusion, absence of shielding gas, and absence of purge gas (4).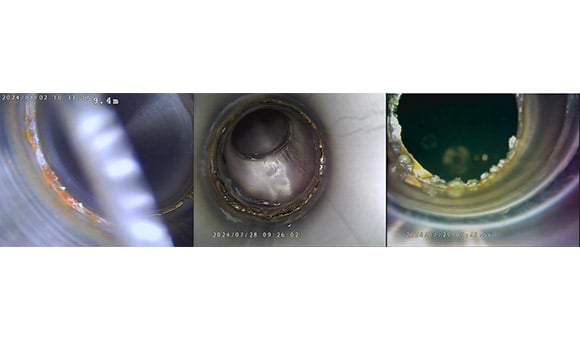
Figure 3. Examples of welds without sanitary finishing
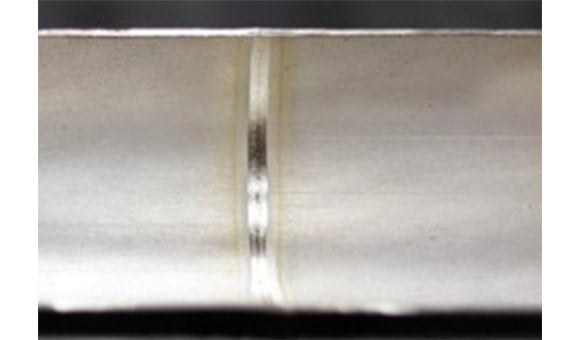
Figure 4. Example of a high‑quality sanitary weld (1)
Finally, the welding process causes changes in the base metal structure (stainless steel) due to the heat involved. Therefore, whenever welding is performed, a passivation process should be carried out to form a chromium oxide layer that protects the metal. This makes the weld less susceptible to oxidation and allows the surface to retain its sanitary characteristics for a longer period of time.
Final Considerations
Sanitary welds are more than a technical detail used to join two components of equipment or piping; they represent a critical link between engineering and food safety. Investing in best welding practices and technical inspections reduces the risk of cross‑contamination, increases equipment durability, ensures hygienic design standards, and guarantees compliance of the production process—ultimately strengthening consumer trust in the industry.
References
(1) EHEDG. Guideline No. 35 – Hygienic Welding of Stainless Steel Tubing in the Food Processing Industry. 2024.
(2) FBTS. Welding Inspector Training Course. Rio de Janeiro: Brazilian Welding Technology Foundation (FBTS), 2025. Training material.
(3) FORCE Technology. Hygienic design is important in production equipment of the future. Available at:
https://forcetechnology.com/en/articles/hygienic-design-important-in-future-production-equipment.
Accessed April 17, 2026.
(4) EHEDG. Guideline No. 9 – Welding Stainless Steel to Meet Hygienic Requirements. 1993.